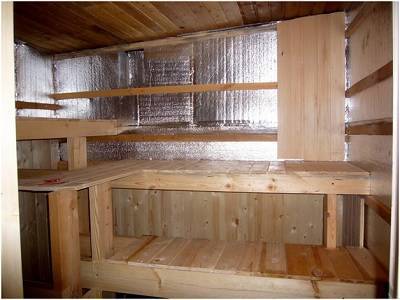


Утепление пола мансарды Для утепления пола используют различные теплоизоляторы. Материалы помещают между лагами или на черновой пол. Чтобы утеплить напольное покрытие плитами ДВП, сначала укладывается два слоя рубероида, а затем в два ряда...



Все про утепление вашего дома, советы, лайфхаки, а также много всего другого.

Утепление пола мансарды Для утепления пола используют различные теплоизоляторы. Материалы помещают между лагами или на черновой пол. Чтобы утеплить напольное покрытие плитами ДВП, сначала укладывается два слоя рубероида, а затем в два ряда...
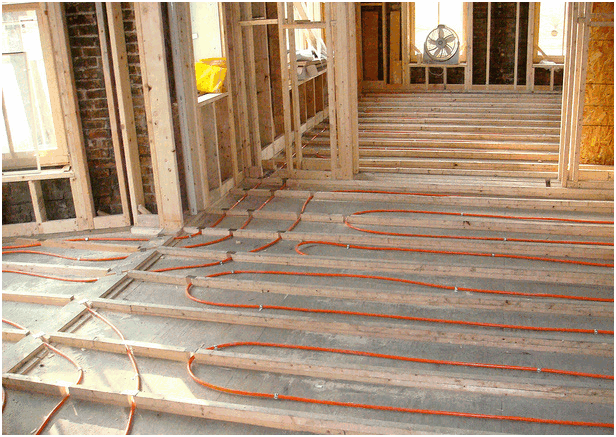
Какие существуют варианты настильной системы Среди существующих вариантов монтажа теплого пола без обустройства стяжки распространены два: полистирольная система; деревянная система. Каждый из предложенных вариантов имеет свои плюсы и минусы. В...