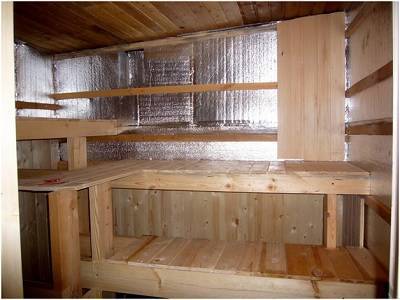






Способы утепления Работа по утеплению подвала или погреба практически не отличается от процесса утепления других помещений. Но, несмотря на это, она включает ряд тонкостей, которые значительно влияют на конечный результат. Так, для того чтобы...



Все про утепление вашего дома, советы, лайфхаки, а также много всего другого.

Способы утепления Работа по утеплению подвала или погреба практически не отличается от процесса утепления других помещений. Но, несмотря на это, она включает ряд тонкостей, которые значительно влияют на конечный результат. Так, для того чтобы...

Возведение стен пристройки Для связи стен двух зданий лучше не использовать жесткое соединение. Разница в возрасте старой и новой стены могут привести к неравномерной просадке и появлению трещин. Между стенами здания оставьте расстояние в 2-3 см...