Утепляем потолок в частном доме Говоря об утеплении потолка в частном доме, нужно заметить, что оно может понадобиться в двух случаях. Первый – если в доме есть подвал, или цокольный этаж. Второй – потолок мансарды, или чердачное перекрытие. Если...



Все про утепление вашего дома, советы, лайфхаки, а также много всего другого.

Утепляем потолок в частном доме Говоря об утеплении потолка в частном доме, нужно заметить, что оно может понадобиться в двух случаях. Первый – если в доме есть подвал, или цокольный этаж. Второй – потолок мансарды, или чердачное перекрытие. Если...

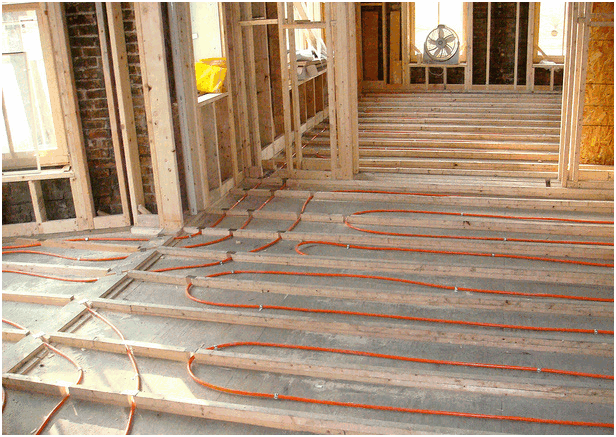
Электрические модели: разновидности Существует несколько вариантов электрических моделей систем обогрева: Кабельные. Нагревательным элементом кабельных моделей является греющий кабель, являющийся источником тепла, что позволяет ему отдавать тепло...