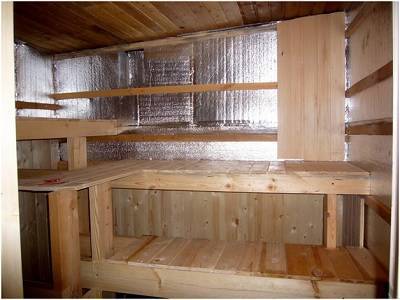




Состав утеплителя из глины Оптимальной для приготовления утепляющего состава считается глина красных пород. Красная глина достаточно гигроскопична и пластична. Можно использовать и белую глину, которая незначительно уступает по данным...



Все про утепление вашего дома, советы, лайфхаки, а также много всего другого.

Состав утеплителя из глины Оптимальной для приготовления утепляющего состава считается глина красных пород. Красная глина достаточно гигроскопична и пластична. Можно использовать и белую глину, которая незначительно уступает по данным...

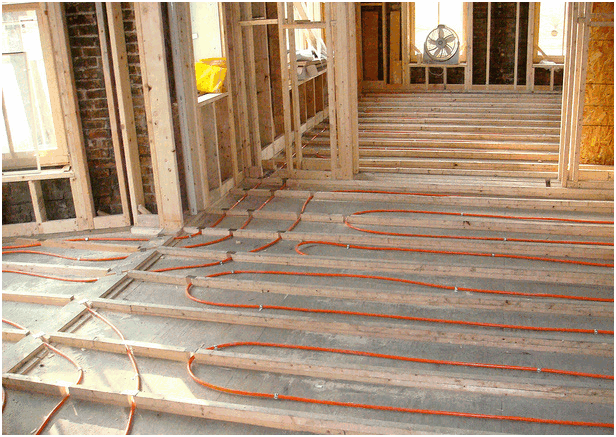
Параметры выбора по критериям Подбор труб для определенных условий эксплуатации осуществляется по трем важнейшим критериям: рабочему давлению; рабочей температуре теплоносителя; диаметру. Рабочее давление Как уже было указано выше, этот параметр при...