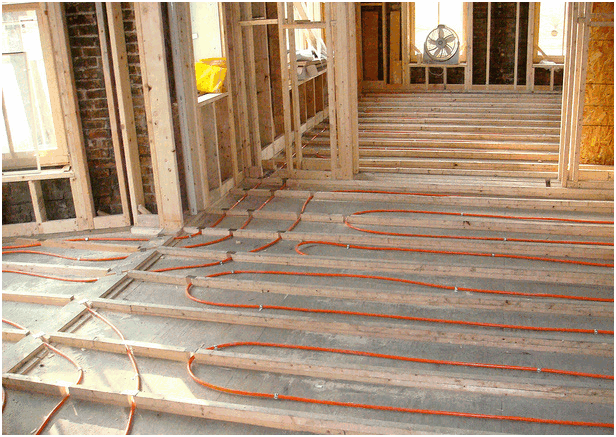

Внешнее утепление Данный способ используется в частных домах с чердачным помещением. По сравнению с внутренним этот вид утепления более прост в исполнении и отнимает гораздо меньше времени и сил. Итак: Вся площадь чердака покрывается слоем...



Все про утепление вашего дома, советы, лайфхаки, а также много всего другого.

Внешнее утепление Данный способ используется в частных домах с чердачным помещением. По сравнению с внутренним этот вид утепления более прост в исполнении и отнимает гораздо меньше времени и сил. Итак: Вся площадь чердака покрывается слоем...

Поколения альтернативного горючего Культуры, из которых впоследствии производят биологическое топливо, делятся на несколько поколений. Первое В это поколения включены сельскохозяйственные культуры, имеющие в своем составе много крахмала, сахара и...